
















 67 / 82
67 / 82

FEATURE
A D V A N C E D
M A T E R I A L S
&
P R O C E S S E S |
N O V E M B E R / D E C E M B E R
2 0 1 5
6 7
11
existing boilers to fulfil excess steam demand. Therefore,
the cogenerator stays at full steam, maximizing the “free”
nitrogen delivered. ERC users include steel and copper-tube
manufacturers, aluminum manufacturers and many other
metal processing companies. Typical payback for supplied
ERC units ranges from six months to one year. ERC conducts
surveys at prospective plants todetermine the potential eco-
nomic value.
PROTECTIVE ATMOSPHERE
The high purity atmosphere produced by ERC cogen-
erators is well suited for annealing and many other metal-
processing applications. The output contains not only ni-
trogen (N
2
), but also the required reducing gases (H
2
and
CO) necessary for successful processing of metals to pro-
duce a superior bright finish. For annealing medium- and
high-carbon steels where decarburization must be avoided,
enhanced purification is provided to further reduce CO
2
, H
2
O
and O
2
to levels approaching those of 99.999% liquid nitro-
gen. The atmosphere is much more robust than straight ni-
trogen due the presence of H
2
and CO, and tolerates furnace
leaks and other sources of CO
2
, H
2
O and O
2
, while still pro-
ducing a superior metal finish.
GREEN TECHNOLOGY
Besides the direct economic benefit from nitrogen sav-
ings, the ERC unit can result in reduced emissions. Given that
the products of combustion from steam boiler operation
are not vented, but instead are recycled to the heat treat-
ing furnace, total emissions of the heat treating facility are
minimized. Especially when replacing nitrogen/endother-
mic systems, a study should be conducted to determine the
magnitude of a reduced carbon footprint, and the value of
potential credits to the facility.
CASE STUDY: QUALITY/COST UPGRADE
In 2010, a steel-tube manufacturer (PTC Alliance, Fair-
bury, Ill.) upgraded an existing furnace to enable processing
medium-carbon steel tubes, producing a bright finish with-
out decarburization on the inside or outside of the tubes.
Prior to the upgrade, the furnace was used to process low-
carbon steel tubes, and did not have the capability to pro-
duce tubes free of decarburization (whichwas not a problem
for themarket theywere serving). The goal of the project was
to convert the furnace to enable processing high-strength
automotive products.
The company consulted the furnace manufacturer
about making the necessary furnace conversion, and it was
recommended to take the traditional approachof converting
to nitrogen/endothermic atmosphere. Instead, the tube pro-
cessor selected an ERC cogenerator with enhanced purifica-
tion and RAD-CON atmosphere control system. The resulting
bright finish on the steel tubes exceeded expectations, and
met all decarburization specifications on the inside and out-
side of the tube. Today, the plant continues to successfully
produce tubes for this application.
OTHER APPLICATIONS
Other manufacturers that installed ERC cogenerators
over the past two decades include carbon-steel tube man-
ufacturers, steel-coil producers, companies producing steel
laminations for motors, aluminum producers, steel rod and
bar suppliers, steel golf-shaft manufacturers, copper and
brass tubing manufacturers, and producers of sheet steel.
For more information:
Christopher J. Messina, presi-
dent, RAD-CON Inc., Cleveland, OH, 440.463.4224 (mobile),
chris.messina@rad-con.com,
www.rad-con.com, or Bud
Weiland, ERC International Inc., part of the RAD-CON Group,
Cleveland, 440.610.6239 (mobile).
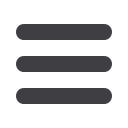
(a)
(b)
Facility with a traditional atmosphere-generation system (a)
and facility with the “atmosphere advantage” ERC cogenera-
tion system (b).
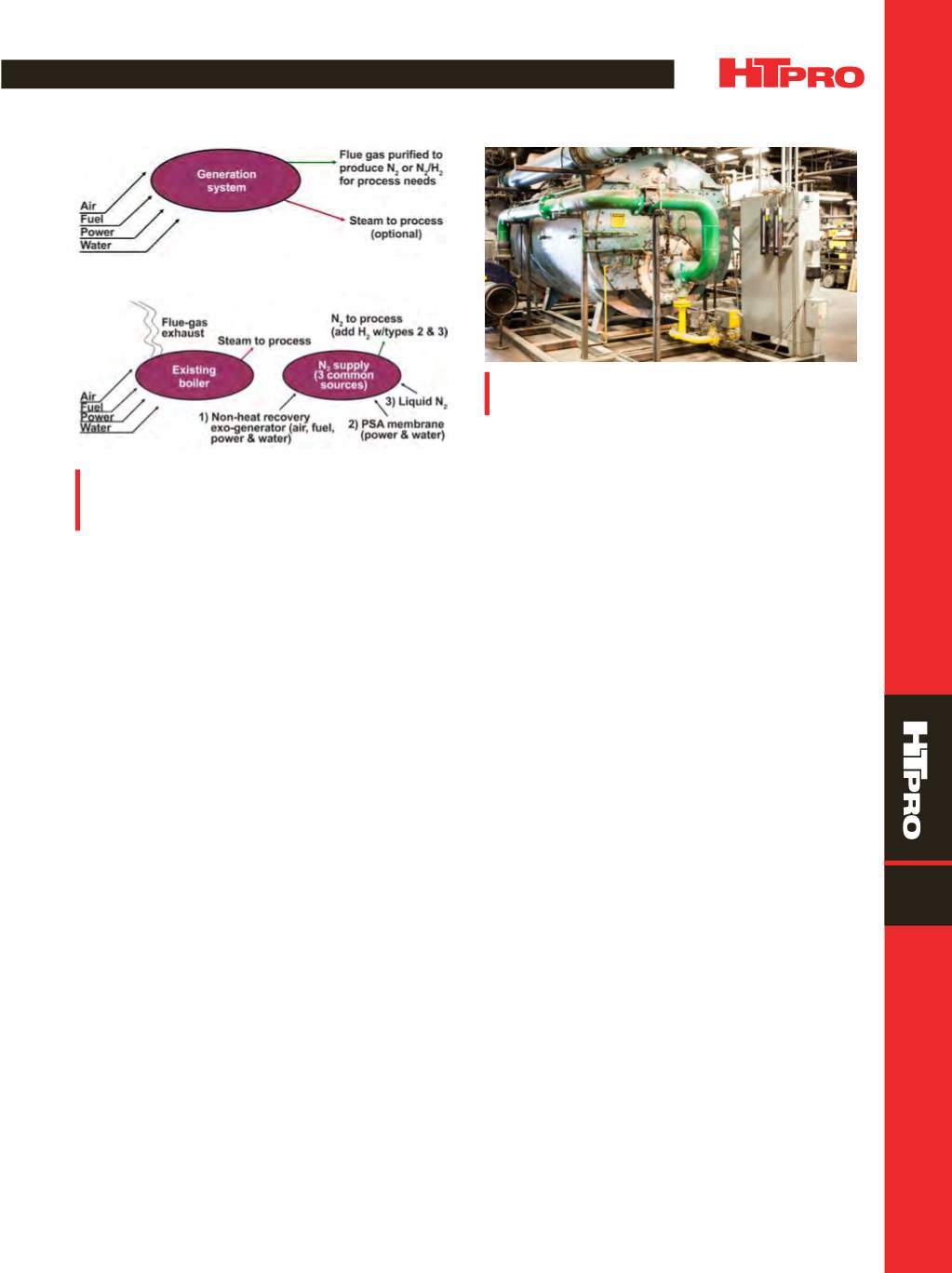
Steam/exo gas cogenerator for processing alloy-steel tubes at
PTC Alliance in Fairbury, Ill.