
















 46 / 70
46 / 70

FEATURE
A D V A N C E D M A T E R I A L S & P R O C E S S E S | S E P T E M B E R 2 0 1 6
4 2
10
CONTINUOUS DEW POINT MONITORING SYSTEM
FOR A SINTERING FURNACE
Accurate dew point measurement is key to maintaining the atmosphere composition
required to achieve high quality and consistency of sintered products.
Liang He,* Zbigniew Zurecki, FASM,* Donald Bowe, and Ranajit Ghosh,*
Air Products & Chemicals Inc., Allentown, Pa.
C
ommon powder metallurgy (PM) techniques involve
compacting a blend of metal powder with lubricant
and graphite (for ferrous parts) into a green part in
a press, and sintering the part in a batch or continuous fur-
nace. Continuous mesh-belt furnaces are widely used for
mass production of PM parts
[1]
. They typically have at least
three zones—a preheating (or de-lubrication) zone, a hot (or
sintering) zone, and a cooling zone. In addition, some con-
tinuous sintering furnaces have a specially designed rap-
id-cooling zone between the hot and cooling zones for sinter
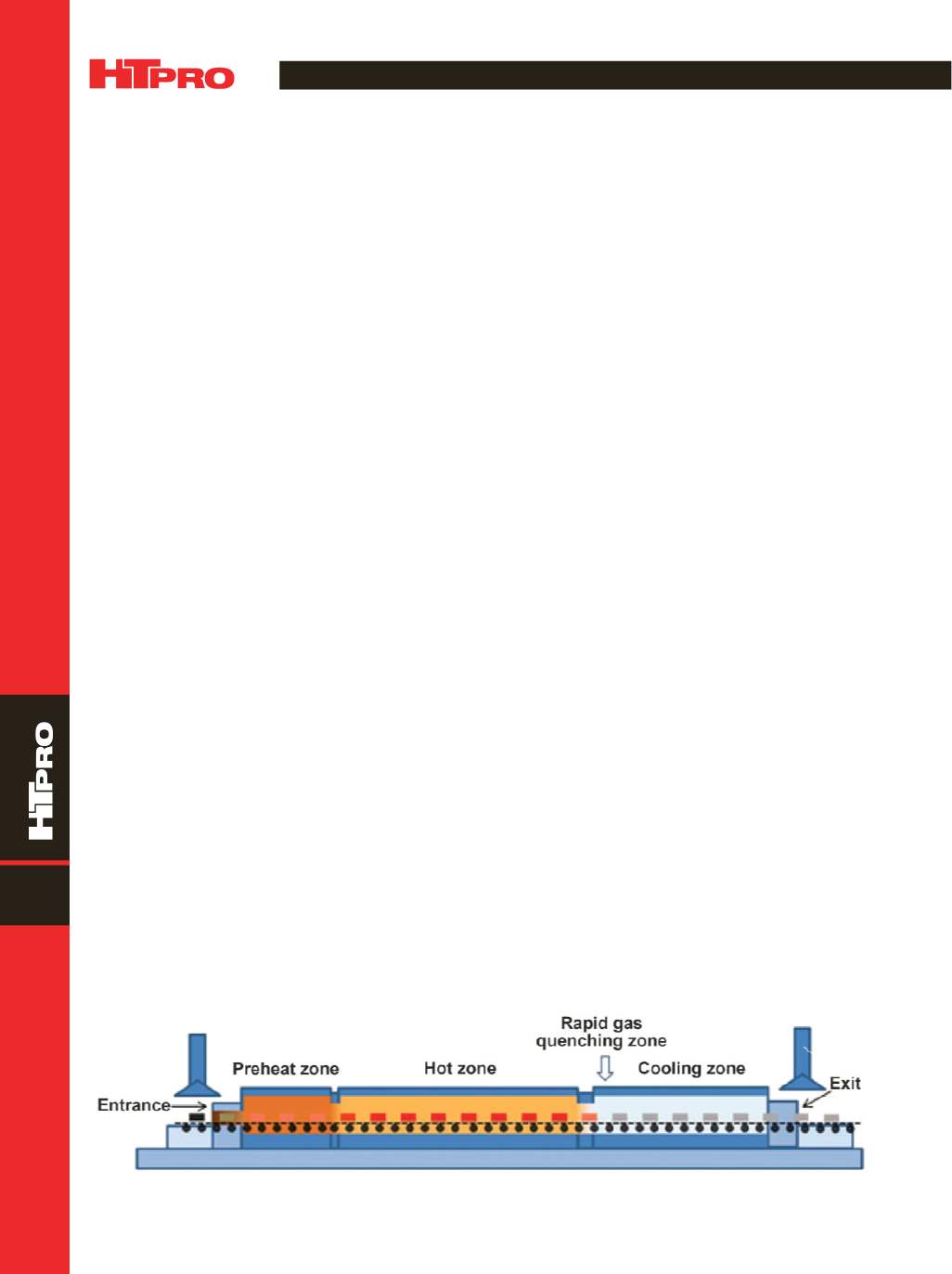
hardening steel parts. Figure 1 shows a typical continuous
sintering furnace design.
WHY DEW POINT IS IMPORTANT
Atmosphere quality plays a key role in the final prop-
erties of a sintered part. Dimensional accuracy as well as
characteristics such as hardness, ductility, carbon content,
microstructure, and magnetic properties are influenced not
only by time and temperature, but also by furnace atmo-
sphere composition, flow rate, and stability. Different fur-
nace zones require varying degrees of oxidizing or reducing
power to develop optimum final sintered part properties
[2]
.
Generally, a reducing and carbon-neutral atmosphere is
desired in the hot zone for ferrous parts.
The
reducing potential
determines the rate at which
powder particle surface oxides are reduced, which directly
influences sintering bonding between particles in the com-
pact. A dry or slightly humidified
[1]
nitrogen-hydrogen blend
is used for steel PM operations. The hydrogen-to-moisture
ratio in the hot zone determines reducing capability. Mois-
ture is simply a product of powder oxides reduced by hydro-
gen introduced into the furnace, as well as belt reduction
and air ingression. Properties of sintered parts, such as
surface hardness and strength, are affected if uncontrolled
carburization or decarburization occurs. In a carbon-neutral
atmosphere based on nitrogen with hydrogen addition, the
actual hydrogen-to-moisture ratio in the sintering zone can
be used as the control parameter. For example, in nitrogen
and hydrogen sintering atmospheres, maintaining an atmo-
sphere dew point (DP) below −30°F ensures a reducing and
carbon-neutral hot zone for common steel grades used in
gear manufacturing
[3]
.
Thus, monitoring and controlling hot-zone atmosphere
DP is necessary for better sintering process control and pro-
duction cost control
[4]
. Continuously measuring DP enables
real-time monitoring of the furnace condition. For example,
a sudden, extremely high (wet) DP reading may indicate a
leak in the muffle or cooling zone inside the furnace.
SELECTING THE CORRECT DP SENSOR
Ceramic and polymer-based capacitance DP sensors
are popular in the heat treating industry due to their low
cost, fast response, and long service life. Alumina (Al
2
O
3
) is
a preferred ceramic sensing material for DP sensors, and
current Al
2
O
3
DP sensors are fabricated by an anodization
process. One limitation of these sensors is that significant
degradation in sensitivity and drift in capacitance charac-
teristics occur after long exposure to high humidity. This is
attributed to the gradual decrease of effective surface area
and porosity caused by water absorption
[5]
.
Fig. 1 —
Typical design of a continuous sintering furnace.
*Member of ASM International